
CNC Drehdienst
Präzision in jeder Revolution: Unser CNC Drehdienst setzt den Standard.
- Über 65 universelle und komplette Materialien
- Führungszeiten von 7 bis 10 Tagen
- Benutzerdefinierte Stile und Oberflächen
Was ist CNC Drehen?
CNC Drehen ist die Methode der Entfernung von Materialien aus einem drehenden Werkstück durch den linearen Pfad der Werkzeuge in der CNC-Schraube. Aus einer grundlegenden Sicht sind die Hauptkomponenten, die an diesem Prozess beteiligt sind, die Spindellotation, wo Ihr Werkstück gehalten wird, sowie das Schneidgerät, das auf einem Drehtisch platziert wird.
Unser CNC Drehzentrum, Machining-CNC verfügt über langfristige gesammelte Expertise und die Fähigkeit, komplizierte und hochpräzise Dimensionskomponenten mit CNC-Schrauben zu erstellen, die hochwertige Kunststoff-, Metall- und sogar Holz-Cncs für die schnelle Prototypierung und kleine Bauteile der Produktion Drehkomponenten liefern.
Warum Machining-CNCs CNC Dreh-Service wählen?
| Teilgrößenbeschränkungen | Metrische Einheiten | imperiale Einheiten |
|---|---|---|
| Maximale Teilgröße | 180×450 mm | 7.1×17.7 Zoll. |
| Mindestteilgröße | 2×2 mm | 0.079×0.079 in. |
| Minimale Feature Größe | Φ 0.40 mm | Φ 0.016 Zoll. |
CNC Drehung Allgemeine Toleranzen
Mit unseren präzisen CNC-Bearbeitungskapazitäten ist Machining-CNC Ihr perfekter Mitarbeiter bei der Herstellung präziser Prototypen und Bauteile. Unsere CNC-Bearbeitung entspricht den ISO 2768-f-Standards für Metalle und den ISO2768-m-Standard für Kunststoffe, was Genauigkeit und Qualität garantiert. Darüber hinaus sind wir in der Lage, alle von Ihnen gewünschten Toleranzen zu erfüllen, vorausgesetzt, dass Sie Ihre Spezifikationen auf der Zeichnung deutlich beschreiben.
| Typ | Toleranz |
|---|---|
| Lineare Dimension | +/-0.01 mm |
| +/-0.0004 Zoll. | |
| Durchmesser von Löchern | +/-0.02 mm |
| (Nicht wiedergegeben) | +/-0.0008 Zoll. |
| Schalendiameter | +/-0.02 mm |
| +/-0.0008 Zoll. |
CNC Dreh-Design-Prinzipien
Die CNC-Experten von Machining-CNC haben die perfekten Spezifikationen für die Herstellung präziser Teile geschaffen. In der Tabelle sind die wirksamsten Herstellungsmethoden aufgeführt und alle technischen Einschränkungen dargelegt, die bei der Herstellung berücksichtigt werden müssen.
| Standard | CNC Drehen |
|---|---|
| Fäden und geschnitzte Löcher | Durchmesser: Φ1.5-5 mm, Tiefe: 3xDurchmesser |
| Durchmesser: Φ 5 mm oder mehr. Tiefe: 46xDiameter | |
| Machining-CNC kann Stränge jeglicher Spezifikation und Größe produzieren, die von unseren Kunden gefordert werden. | |
| Text | Machining-CNC kann Lasermarken verwenden, um Standardtext für CNC-gedrehte Teile zu erstellen. |
| Machining-CNC kann CNC-Gravur oder Laserschneiden verwenden, um Standardtext basierend auf den Anforderungen der Kunden zu erstellen. |
Metalle

|
|
| Aluminium | |
| Aluminiumlegierungen haben ein hohes Stärke-zu-Gewicht-Verhältnis, hohe elektrische und thermische Leitfähigkeit, niedrige Dichte und natürliche Korrosionsbeständigkeit. Sie können mit einer Vielzahl von Techniken anodisiert werden. |

|
|
| Edelstahl | |
| Die Edelstahllegierungen zeichnen sich durch ihre hervorragende Festigkeit, Duktilität, Korrosions- und Verschleißfestigkeit aus. Sie können leicht verbunden und bearbeitet sowie poliert werden. |

|
|

|
|
| Messing | |

|
|
| Kupfer | |
| Kupfer, ein bemerkenswert mallierbares Metall, findet Anwendung in verschiedenen Anwendungen, die durch seine mechanischen Eigenschaften bestimmt werden. Er zeichnet sich durch seine hohe Haltbarkeit, Härte, außergewöhnliche Wärme- und Wärmeleitfähigkeiten sowie Korrosionsbeständigkeit aus. Infolgedessen ist es zu einem sehr begehrten Material geworden, das sowohl für seine praktische Funktionalität als auch für seine ästhetische Anziehungskraft hoch angesehen wird. Zudem besitzt Kupfer die Vielseitigkeit der Legierung, wodurch seine mechanischen Eigenschaften erhöht werden. |

|
|
| Titanium | |
| Titan besitzt eine Vielzahl von Materialmerkmalen, die es als das optimale Metall für anspruchsvolle Anwendungen bezeichnen. Diese Eigenschaften umfassen eine außergewöhnliche Widerstandsfähigkeit gegen Korrosion, Chemikalien und extreme Temperaturen sowie ein außerordentlich starkes Gewichtsverhältnis. |
Kunststoffe

|

|

|
| HDPE |
| HDPE zeichnet sich durch herausragende Schlagfestigkeit, bemerkenswerte Festigkeit und beeindruckende Machbarkeit aus, wodurch es für die Herstellung robuster und robuster Maschinenkomponenten geeignet ist. |

|

|

|
| PA66 (Nylon) |
| PA66 zeigt günstige Eigenschaften wie hohe Steifigkeit, Härte, Verschleißfestigkeit und thermische Dimensionsstabilität. Darüber hinaus zeigt es außergewöhnliche Verschleißfestigkeit, niedrige Reibung und ausgezeichnete Temperatur-, Chemikalien- und Störbeständigkeit. Trotzdem muss bei der Verarbeitung von PA66 Vorsicht eingenommen werden, da es feuchtigkeitsabsorbierend ist, was seine Dimensionsstabilität beeinträchtigen kann. |

|
| PC (Polycarbonate) |
| PC, ein thermoplastisches Material, besitzt eine bemerkenswerte Widerstandsfähigkeit, außergewöhnliche Störfestigkeit und einfache Bearbeitung. Darüber hinaus hat es die Fähigkeit, optische Transparenz zu zeigen. |

|
| PEEK |
| PEEK zeichnet sich durch seine beeindruckende Festigkeit, hervorragende Widerstandsfähigkeit bei hohen Temperaturen und ausgezeichnete Handhabbarkeit aus, was ihn zu einer idealen Wahl für verschiedene Hochleistungsanwendungen macht. PEEK bietet außergewöhnliche Festigkeit, bemerkenswerte Wärmebeständigkeit und hervorragende Machbarkeit, wodurch es perfekt für anspruchsvolle Hochleistungsanwendungen geeignet ist. |

|
| PMMA |
| PMMA bietet eine bemerkenswerte Lichtübertragung, beeindruckende mechanische Festigkeit und unschlagbare Machbarkeit, was es zu einem perfekten Material für optische und ästhetische Anwendungen macht. PMMA zeichnet sich durch außergewöhnliche Lichtübertragung, überlegene Festigkeit und hervorragende Machbarkeit aus, was ihn zu einer idealen Wahl für optische und ästhetische Zwecke macht. |

|

|
| PP |

|

|
| Unter den Kunststoffen steht PVC als drittweit am häufigsten eingesetzte, mit ausgewogenen mechanischen Eigenschaften, hervorragender Beständigkeit gegen Chemikalien und Wetterbedingungen und bemerkenswerter Festigkeit. |
Andere Materialien

|
| Kohlenstofffaser |
| Wenn es um Bearbeitung geht, entsteht Kohlenstofffaser, auch als Graphitfaser bekannt, als Top-Wettbewerber aufgrund seiner bemerkenswerten Festigkeit und leichten Natur. Durch seine fünffache Festigkeit und die doppelte Steifigkeit ist Kohlenstofffaser ein nachgefragtes Material in der Bearbeitung. |

|
| Holz |
| Natürliche ästhetische Anziehungskraft: Holz bietet ein warmes und visuell angenehmes Aussehen, das den Produkten einen natürlichen Charme verleiht. Vielseitigkeit: Holz kann mit CNC-Maschinen leicht geformt und geschnitten werden, was komplizierte Designs und Anpassungen ermöglicht. Nachhaltigkeit: Holz ist eine erneuerbare Ressource, was es zu einer umweltfreundlichen Wahl für CNC-verarbeitete Produkte macht. Kostenwirksamkeit: Im Vergleich zu anderen Rohstoffen kann Holz relativ erschwinglich sein, was es zu einer kostengünstigen Produktionsoption macht. Haltbarkeit: Mit ordnungsgemäßer Wartung und Behandlung kann Holz eine gute Verschleißfestigkeit, Zerkleinerung und Aufprallbeständigkeit haben. |
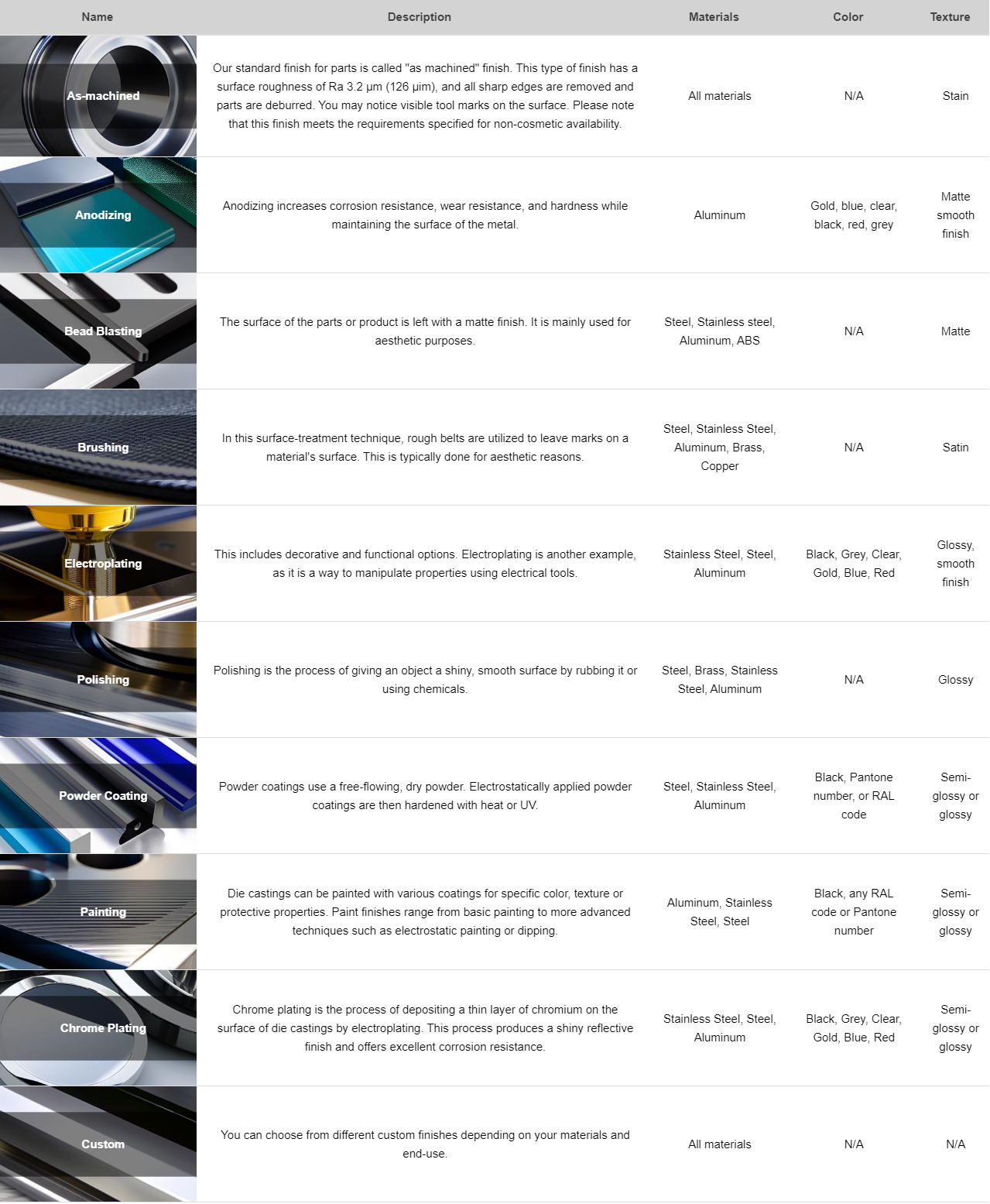
Oberflächenfertigungsoptionen für CNC drehbare Teile
Die CNC-Experten von Machining-CNC haben die perfekten Spezifikationen für die Herstellung präziser Teile geschaffen. In der Tabelle sind die wirksamsten Herstellungsmethoden aufgeführt und alle technischen Einschränkungen dargelegt, die bei der Herstellung berücksichtigt werden müssen.
{kind=link}
Unser Unternehmen ist ein ISO9001-zertifiziertes Unternehmen. Wir haben mit Kunden aus einer Vielzahl von Branchen zusammengearbeitet und für Kunden in vielen Branchen schnelle Prototypen sowie Produktionsaufträge mit hohem und niedrigem Volumen ausgeliefert.
Zu den Branchen gehören medizinische Geräte, Luft- und Raumfahrt, Automobile, industrielle Automatisierung, Maschinen, Schiffe usw.
Anwendungen von CNC Drehen

Automobile
CNC-Lathen können für die Erstellung von komplexen Formen und unverwechselbaren Designs eingesetzt werden. Sie können Krankschrauben herstellen, die für verschiedene Motorenkonfigurationen zugeschnitten sind. Es spielt keine Rolle, ob es sich um einen Vier- oder Sechszylinder-V8-Motor mit hoher Leistung CNC Drehung ist in der Lage, Krankschrauben zu schaffen, die bestimmten Spezifikationen entsprechen.

Industrielle Automatisierung
Auf dem Gebiet der industriellen Automatisierung ermöglicht die Vielseitigkeit der CNC-Schrauben eine effiziente Massenproduktion von Ventilteilen. Dank der Automatisierung sind sie in der Lage, Komponenten ohne ständige menschliche Beteiligung herzustellen. Dies verbessert die Produktivität, senkt die Arbeitskosten und ermöglicht eine kontinuierliche Qualitätskontrolle.

Elektronisch
Für die Herstellung von hochpräzisen Anschlusskörpern und Pins sowie für die wichtigsten Anschlüsse werden CNC-Lathen eingesetzt. Die CNC-Schrauben garantieren eine gleichbleibende Qualität und hohe Präzision. Computergesteuerte Prozesse garantieren, dass jeder Anschluss zu präzisen Toleranzen hergestellt wird, was eine sichere und präzise Verbindung garantiert.

Medizinische Geräte
CNC Drehung wird von der Medizinindustrie eingesetzt, um Präzisionskomponenten aus einem zylindrischen Design für verschiedene medizinische Geräte wie Implantate, chirurgische Instrumente und Prothesen herzustellen.

Luft- und Raumfahrt
CNC Drehung wird verwendet, um Achsen für den Einsatz in der Luft- und Raumfahrt zu schaffen. Diese Achsen müssen präzise bearbeitet werden, um sicherzustellen, dass sie die höchsten Toleranz- und Qualitätsanforderungen erfüllen.
FAQ’S
CNC-Fräsen ist die Verwendung eines Instruments, das sich dreht und über ein Werkstück bewegt, um Material von seiner Oberfläche zu nehmen. Fräsverfahren können eine Vielzahl von Geometrien erzeugen, wie z.B. glatte und neigende Oberflächen sowie Gitter, Spalten und Spalten.
CNC dreht im Gegenteil, dreht das Werkstück, während das Schneidwerkzeug stationär bleibt und das Material zu dem bildet, was Sie wollen. Es wird hauptsächlich verwendet, um zylindrische Teile herzustellen. Es ist ideal für die Herstellung von Teilen, die symmetrisch sind, wie Achsen, Pins und Büschen.
2. Speed Rough turning is usually done at higher speeds to eliminate materials quickly, while finishing turning is done at slower speeds to give more smooth surfaces with more precisely cut.
3. Tool Selection: Since rough turning requires a larger cut, it typically employs larger and stronger tool inserts. Finish turning however, on the other however, usually uses smaller and lighter tool inserts for better finish on the surface.
4. Cutting Path Rough turning generally follows a straight cutting path while finishing turning might employ a method called "light cuts" that involves the tool following a slight bent path.
- Erweiterte Präzision: Die CNC-Bohrmaschinen sind in der Lage, außergewöhnliche Genauigkeitsgrade zu erreichen, ebenso wie Genauigkeit, wodurch sie perfekt für Arbeiten geeignet sind, die präzise Toleranzen erfordern. Sie sind in der Lage, komplizierte und komplexe Teile mit hoher Qualität und Konsistenz zu schaffen.
- Zuverlässigkeit: CNC-Läschchen können das gleiche Werk wiederholt ohne Variationen reproduzieren. Dies ist in der Luft- und Raumfahrtindustrie oder im Automobilbereich von entscheidender Bedeutung. Komponenten müssen die strengsten Qualitätsstandards erfüllen.
- Flexibilität: CNC-Läschchen können so programmiert werden, dass sie ein vielfältiges Sortiment von Teilen herstellen, von grundlegenden bis zu äußerst komplizierten Geometrien. Sie sind in der Lage, eine Vielzahl von Arten von Materialien, einschließlich Metalle Kunststoffe und Komposite zu handhaben.
- Effizienz: Die CNC-Bohrmaschinen arbeiten kontinuierlich, ohne Unterbrechungen zu benötigen, was die Ausfallzeiten reduziert und die Produktivität erhöht. Sie können auch nachts ohne Aufsicht ausgeführt werden, was Zeit und Kosten für die Arbeit spart.
- Einfache Prototypierung: CNC-Lathes können schnell Prototypen und kleinere Bauteile herstellen, die schnelle Design-Iterationen und Tests ermöglichen.
Nachteile der CNC-Latte-Verarbeitung:
- Wartungs- und Ausfallzeiten: CNC-Maschinen erfordern regelmäßige Wartung und plötzliche Ausfälle können zu kostspieligen Ausfällen führen. Die Wartung und Reparatur von CNC-Bohrmaschinen kann teuer sein.
- Komplexität der Programmierung Programmierungskomplex: CNC-Programme für komplizierte Teile können lange dauern und Wissen erfordern. Programmierfehler können kostspielige Fehler verursachen.
- Flexibilitätsbegrenzungen: CNC-Läschchen übertreffen sich bei präzisen, wiederkehrenden Aufgaben, aber sie sind nicht so flexibel für einmalige und kleinere Produktionsabläufe, während die manuelle Bearbeitung effektiver sein könnte.
- Kapitalintensiv: CNC-Läden erfordern möglicherweise eine Investition in Kapital, um Anlagen, Werkzeuge und andere Zubehör zu erwerben. Dies könnte die Kosten für die Implementierung dieser Technologie weiter erhöhen.
- Abmessungsbeschränkungen: CNC-Läschchen sind in einer Vielzahl von Größen erhältlich, aber sehr kleine oder extrem große Teile erfordern möglicherweise spezielle Ausrüstung.